At T&D Specialties, precision is at the heart of everything we do. From aerospace components to intricate medical devices, our machine shop delivers parts that meet the most exacting specifications. One critical aspect of these specifications is the surface finish, which can make or break a part’s performance, durability, and aesthetics. If you’ve ever looked at a blueprint and puzzled over those cryptic surface finish callouts, you’re not alone. In this blog, we’ll demystify surface finish symbols, explain what they mean, and share how we achieve these finishes in our shop to meet your project’s needs.
What Are Surface Finish Callouts?
Surface finish refers to the texture, smoothness, or roughness of a machined part’s surface. It’s not just about looks—surface finish affects how parts fit together, resist wear, handle friction, or even interact with fluids in applications like hydraulics or medical implants. Blueprints use standardized surface finish callouts to communicate the required surface characteristics to machinists.
These callouts typically appear as a symbol (a checkmark-like icon) accompanied by numbers and letters that specify the desired finish. The standards for these callouts are defined by organizations like the American Society of Mechanical Engineers (ASME) in the U.S. (ASME Y14.36M) or the International Organization for Standardization (ISO) globally (ISO 1302).
Let’s break down the components of a surface finish callout and what they tell us.
Anatomy of a Surface Finish Symbol
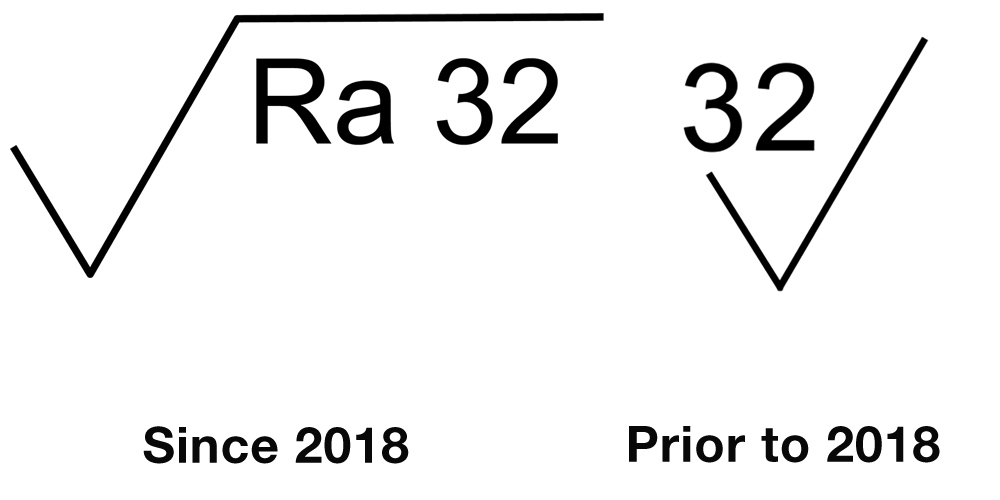
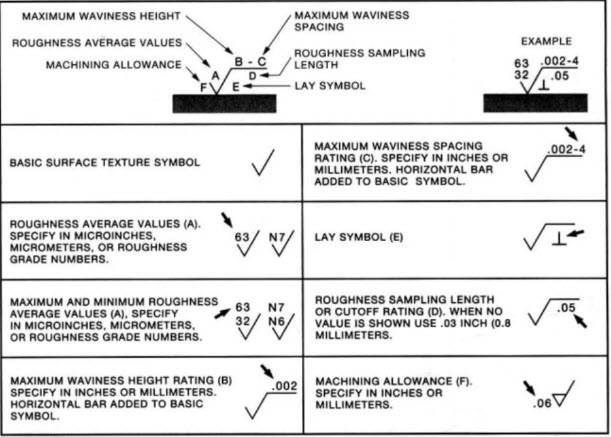
The surface finish symbol on a blueprint looks like a checkmark with a horizontal line extending from the middle. Here’s what each part of the callout means:
- The Symbol Itself: The checkmark shape indicates that a surface finish requirement applies. If the symbol has a circle at the intersection of the lines, it means the finish must be achieved without removing material (e.g., via polishing rather than grinding).
- Roughness Value (Ra): The most common number in the callout is the Ra value, which stands for Roughness Average. Measured in microinches (µin) in the U.S. or micrometers (µm) elsewhere, Ra quantifies the average deviation of the surface’s peaks and valleys from a mean line. For example, an Ra of 32 µin means a smoother surface than an Ra of 125 µin.
- Machining Method (Optional): Some callouts specify how the finish should be achieved, such as “G” for grinding or “M” for milling. This is less common but critical when the method impacts performance.
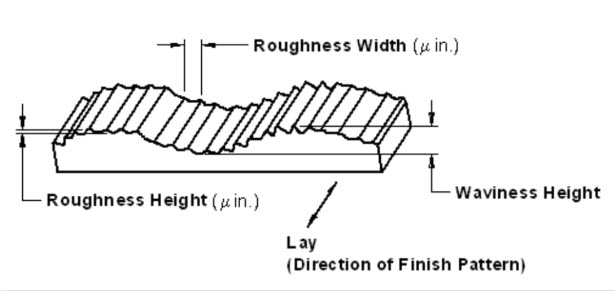
- Lay Direction: The “lay” refers to the pattern of the surface texture (e.g., parallel, circular, or random). Symbols like “=” (parallel lay) or “C” (circular lay) may appear to indicate the desired texture direction.
- Other Parameters (Less Common): In advanced applications, callouts may include additional metrics like Rz (average peak-to-valley height) or Rt (total height of the roughness profile). These are used for highly specialized parts.
For example, a callout might look like this:
√ 32 Ra
This tells the machinist to achieve a surface with a roughness average of 32 microinches. If it includes “G” or “=”, it further specifies grinding and a parallel lay.
Common Surface Finish Symbols and Their Meanings
Here’s a quick guide to the most common surface finish symbols and what they indicate:
- √ (Basic Symbol): Surface finish is required, but no specific method is mandated.
- √ with Circle: Finish must be achieved without material removal (e.g., burnishing or polishing).
- Ra Values: Common values range from 8 µin (mirror-like, for high-precision parts) to 250 µin (rough, for non-critical surfaces). Lower numbers mean smoother surfaces.
- Lay Symbols:
- =: Parallel lay (texture runs parallel to the view of the drawing).
- ⊥: Perpendicular lay (texture runs perpendicular to the view).
- C: Circular lay (texture forms concentric circles, often from turning).
- R: Random lay (non-directional, like sandblasting).
- Waviness and Flaws: Some callouts include notes about waviness (larger-scale surface variations) or allowable flaws (e.g., no scratches).
Understanding these symbols is crucial for machinists and engineers to ensure the part meets its functional requirements. Now, let’s explore what different Ra values mean in practice.
Surface Finish Requirements: What Do the Numbers Mean?
The Ra value in a callout directly correlates to the part’s intended use. Here’s a breakdown of common Ra ranges and their applications:
- 8–16 µin: Ultra-smooth, mirror-like finishes for applications like medical implants, optical components, or high-precision bearings. These require extensive polishing or lapping.
- 32 µin: A smooth finish common in aerospace and automotive parts, where low friction and tight tolerances are critical. Achieved through fine grinding or honing.
- 63 µin: A standard finish for many machined parts, offering a balance of aesthetics and functionality. Typically achieved with milling or turning followed by light grinding.
- 125 µin: A slightly rougher finish for non-critical surfaces, like structural components. Common in general machining processes like milling or rough turning.
- 250 µin and above: Rough finishes for parts where surface texture isn’t critical, such as brackets or frames. Often left as-machined from coarse processes.
Choosing the right Ra value is a balance between performance and cost. Tighter finishes (lower Ra) require more time, specialized tools, and expertise, increasing production costs. At T&D Specialties, we work closely with clients to ensure the specified finish aligns with the part’s function and budget.
How We Achieve Surface Finishes at T&D Specialties
Achieving the right surface finish is both an art and a science. At T&D Specialties, we combine advanced equipment, skilled machinists, and rigorous quality control to meet even the most demanding callouts. Here’s an overview of the processes we use to achieve various surface finishes:
1. Turning and Milling (Ra 63–250 µin)
- Process: CNC lathes and mills remove material to shape the part, leaving a surface with visible tool marks. Feed rate, tool geometry, and cutting speed influence the finish.
- Best For: General-purpose parts with moderate finish requirements.
- Tips: Slower feed rates and sharper tools improve smoothness, but further processing is often needed for tighter callouts.
2. Grinding (Ra 16–63 µin)
- Process: Grinding uses abrasive wheels to remove small amounts of material, producing a smoother, more precise surface. Our shop uses surface, cylindrical, and centerless grinders.
- Best For: Parts requiring tight tolerances and smooth finishes, like shafts or bearing surfaces.
- Tips: Selecting the right grit size and wheel type is critical for balancing speed and smoothness.
3. Honing (Ra 8–32 µin)
- Process: Honing uses abrasive stones to refine cylindrical surfaces, like bores or tubes, achieving very smooth finishes with precise geometries.
- Best For: Hydraulic cylinders, engine components, or any part requiring low friction.
- Tips: Honing also improves surface integrity by removing micro-defects.
4. Polishing and Lapping (Ra 4–16 µin)
- Process: Polishing involves buffing with fine abrasives, while lapping uses a slurry to achieve near-mirror finishes. These are non-material-removal processes for ultra-smooth surfaces.
- Best For: Medical devices, optical components, or decorative parts.
- Tips: These processes are time-intensive and require skilled operators to avoid overworking the surface.
5. Other Methods
- Burnishing: Rolling or sliding a tool over the surface to smooth it without removing material (e.g., for Ra 8–32 µin).
- Sandblasting or Bead Blasting: Creates a uniform, matte finish with a random lay, often for aesthetic purposes (Ra 125 µin and above).
- Electropolishing: An electrochemical process for smoothing and passivating stainless steel surfaces, common in medical and food-processing applications.
Quality Control
Achieving a specified surface finish isn’t enough—we verify it. At T&D Specialties, we use profilometers to measure Ra, Rz, and other surface parameters, ensuring compliance with blueprint callouts. We also inspect for waviness, lay direction, and surface flaws using visual and tactile methods. Our ISO-compliant processes guarantee that every part meets your specifications.
Challenges and Tips for Designers
Surface finish callouts can be tricky to get right. Here are some common challenges and tips for engineers and designers:
- Over-Specifying Finishes: Specifying an ultra-smooth finish (e.g., Ra 8 µin) when Ra 32 µin would suffice increases costs without adding value. Consider the part’s function and consult with your machinist early.
- Material Matters: Harder materials like titanium are tougher to polish to a low Ra, while softer materials like aluminum may show scratches more easily. Factor material properties into your callouts.
- Tolerances and Finishes: Tight geometric tolerances often require smoother finishes to ensure proper measurement and fit. Align your finish and tolerance specs.
- Lay Direction: Specify the lay if it impacts performance (e.g., fluid flow or friction). Random lay is often easier and cheaper to achieve.
At T&D Specialties, we’re happy to collaborate with clients during the design phase to optimize surface finish callouts for performance and cost.
Why Surface Finish Matters
Surface finish isn’t just a technical detail—it’s a critical factor in your part’s success. A well-specified finish can:
- Reduce Friction: Smoother surfaces lower wear in moving parts, extending lifespan.
- Improve Sealing: Finer finishes prevent leaks in gaskets or O-ring applications.
- Enhance Aesthetics: Polished surfaces look professional and are easier to clean.
- Ensure Safety: In medical or aerospace applications, smooth surfaces prevent bacterial growth or stress concentrations.
Conversely, an incorrect finish can lead to premature failure, poor performance, or costly rework. That’s why we take surface finish callouts seriously at T&D Specialties.
Partner with T&D Specialties for Precision Surface Finishes
Surface finish callouts may seem like small details on a blueprint, but they have a big impact on your project’s outcome. At T&D Specialties, our state-of-the-art equipment, experienced team, and commitment to quality ensure that we meet even the most stringent surface finish requirements. Whether you need a mirror-like finish for a medical implant or a robust texture for an industrial component, we’ve got you covered.
Have questions about surface finishes or need help with a project? Contact us at T&D Specialties to discuss your needs or request a quote. Let’s bring your blueprints to life with precision and expertise.
